







Description
4-валковые гидравлические листогибочные станки — решение для прецизионной гибки листового металла. Оснащены двумя приводными валками с гидравлическим управлением и системой регулировки прижимного усилия. Обеспечивают стабильную подачу листа без проскальзывания. Просты в обслуживании, характеризуются высокой надежностью и производительностью по сравнению с машинами аналогичного типа.
Конструктивные особенности:
-
Лист фиксируется между верхним и нижним валками, что исключает его смещение во время гибки (в отличие от 3-валковых станков, где возможен проскальзывания за счёт односторонней поддержки).
-
Простое позиционирование и точное выравнивание заготовки: после прижима поднимается противоположный боковой валок, далее производится подача листа до упора.
-
Реализована двойная предварительная гибка без необходимости реверса заготовки (переворачивания), что исключает дополнительные операции по повторному выравниванию.
Механика и приводы:
-
Устаревшие компоненты (редукторы, бронзовые втулки, ременные приводы, направляющие с высоким трением) заменены на:
-
Гидравлический планетарный привод, соединённый с валом через шлицевое соединение.
-
Качающиеся направляющие.
-
Самоустанавливающиеся подшипники качения с коническими роликами — обеспечивают устранение люфтов, снижение трения и потерь энергии.
-
-
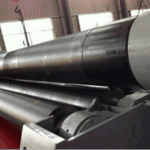
Валки изготовлены из кованой стали, подвергнуты индукционной термообработке и закалке, финишная обработка — на станках с ЧПУ.
-
Верхний валок приводится в движение гидроприводом.
-
Валки установлены на сферических роликоподшипниках, гарантирующих стабильную точность на протяжении всего срока службы.
Параметры работы:
-
После формовки производительность на 50–80% выше по сравнению с 3-валковыми моделями.
-
Минимальный диаметр гибки — от 1,5 диаметра верхнего валка, без выраженной плоской кромки.
-
Высокая точность позиционирования предотвращает ошибки гиба.
-
Возможность формировать изделия различной формы.
-
Защита от перегрузок включена в базовую комплектацию.
Дополнительные узлы и системы:
-
Автоматическая электронная система балансировки нижнего валка для поддержания параллельности в процессе гиба.
-
Гидравлический откидной кронштейн для быстрой выгрузки изделия.
-
Гидравлическая станция.
-
Верхняя гидравлическая поддержка для обработки изделий большого диаметра.
-
Боковая гидравлическая опорная стойка — для увеличения стабильности при работе с крупногабаритными листами.
-
Мобильная панель управления.